
News
Laser Surface Modification of Alumina Ceramics: Applications & Benefits
Alumina ceramic (Al₂O₃) is a high-performance advanced ceramic featuring exceptional hardness, high-temperature resistance, excellent electrical insulation, and chemical stability.
Nevertheless, the inherent surface inertness, smooth finish, and minor sintering defects limit its performance in medical implantation, precision electronics, mechanical sealing, and microfluidic applications.
Laser surface modification is a high-precision, eco-friendly, and flexible post-processing solution for alumina ceramics.
Its non-contact processing, low thermal damage, and customizable micro-nano structuring effectively optimize ceramic surface morphology, mechanical properties, biocompatibility, and interfacial performance.
This article summarizes its key industrial applications, technical benefits, and laser selection criteria.
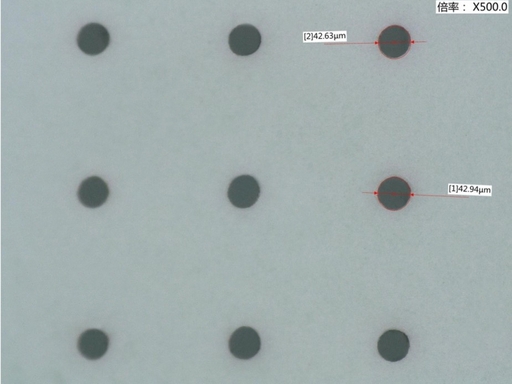
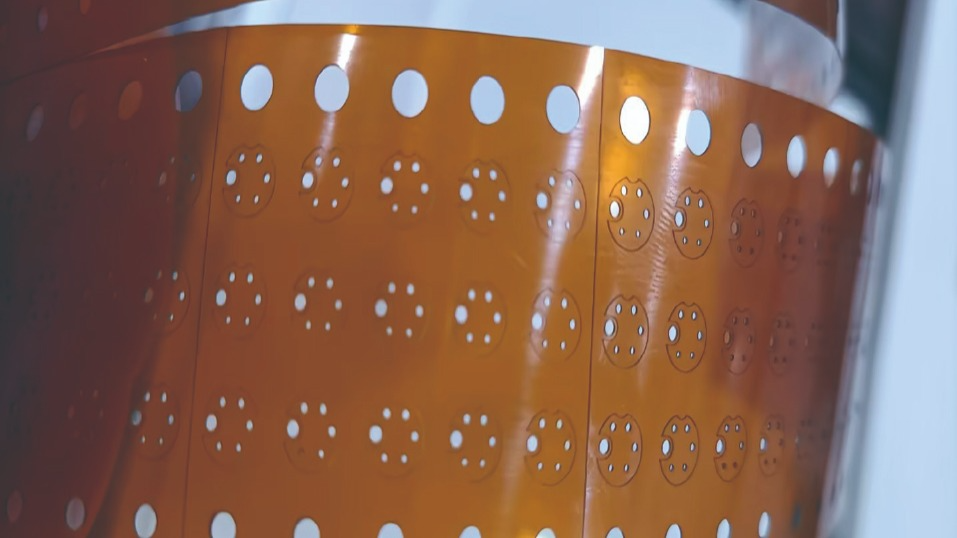
1. Micro-Nano Texture Fabrication for Tunable Wettability
UV, picosecond, and femtosecond lasers can fabricate precise micro-grooves, pit arrays, and micro-nano composite textures on alumina surfaces without altering the base material, enabling accurate, customizable wettability regulation for diverse industrial scenarios.
Super-hydrophilic Surface Modification: Laser-structured surfaces achieve a water contact angle below 5° with long-term stability and no chemical additives. They a
re widely used in microfluidic chips, biochemical substrates, and 5G heat-dissipation ceramic boards.
Super-hydrophobic Self-cleaning Modification: Ultrafast laser micro-nano textures create surfaces with a contact angle over 150°, delivering excellent self-cleaning, anti-condensation, and anti-corrosion performance. Suitable for outdoor sensor shells, chemical anti-corrosion parts, and sanitary ceramic components.
2. Tribological Performance Optimization & Wear Resistance Enhancement
Conventional alumina moving parts suffer from poor friction resistance and short service life. Laser surface texturing forms uniform micro-pits and grooves that store lubricants and disperse contact stress, effectively improving tribological performance.
This modification reduces the ceramic friction coefficient by 40%–60% and boosts wear resistance by 2–3 times, minimizing wear and abnormal noise under dry and wet friction. Common applications include ceramic sealing rings, precision bearings, and industrial wear-resistant liners.
3. Surface Densification & Mechanical Property Strengthening
Sintered alumina ceramics contain inherent surface micropores and micro-cracks that weaken mechanical durability. Controlled laser irradiation and surface remelting close micro-defects, refine grains, and improve surface densification.
Laser strengthening enhances surface bending and impact resistance by 15%–30% and blocks moisture and impurity penetration. Laser annealing also relieves residual sintering stress, preventing micro-crack expansion. It is ideal for high-voltage insulating ceramics and precision electronic packaging components.
4. Biocompatibility Improvement for Medical Implants
Alumina ceramic is a reliable biomedical implant material, but its smooth native surface hinders cell adhesion and bone integration. Laser micro-nano structuring is an efficient method to upgrade its medical usability.
Laser-fabricated bionic microstructures expand surface specific area, promote cell proliferation and bone ingrowth, and strengthen implant-tissue bonding. Combined with surface activation, it achieves durable antibacterial effects. It is widely used in orthopedic implants, dental abutments, and minimally invasive surgical instruments.
5. Interfacial Activation & Adhesion Performance Upgrade
Native alumina ceramics feature chemical inertness and low roughness, causing poor adhesion with adhesives, metals, and coatings. Laser surface modification solves delamination and debonding issues via physical roughening and chemical activation.
Laser etching breaks inert surface oxide layers, forms micro anchor textures, and generates active groups, improving bonding strength by over 50%. It serves as a premium pre-treatment for ceramic-metal bonding, packaging, and functional coating, applicable to metallized substrates and high-temperature resistant components.
6. Electrical Performance Modification for Precision Electronics
Laser precision modification enables localized electrical tuning of alumina ceramics, meeting insulation and conductive patterning demands for semiconductor and power electronic devices.
It enhances substrate breakdown voltage and creepage resistance for high-voltage insulation.
Meanwhile, selective laser activation and metallization produce precise electrode patterns, replacing traditional photolithography for sensor electrodes and miniature ceramic circuit substrates.
7. Laser Source Selection for Alumina Ceramic Modification
Different laser types offer unique modification effects for targeted industrial applications:
Femtosecond/Picosecond Ultrafast Lasers: Zero thermal damage and ultra-high precision, perfect for medical biocompatibility modification, super-wetting customization, and high-precision interfacial activation.
UV Lasers (355nm): Cost-effective with low thermal impact, ideal for conventional surface roughening, wettability tuning, and electronic electrode patterning.
Fiber/Green Lasers: High power and efficiency, suitable for large-area surface remelting, densification, and wear-resistant texture processing.
Core Advantages of Laser Surface Modification Technology
Eco-friendly Physical Processing: Chemical-free and pollution-free, complying with global green manufacturing standards.
High Customization: Digital programmable processing for patterned and selective regional modification.
Ultra-low Damage: Minimal heat-affected zone with no substrate cracking or deformation.
High Precision & Efficiency: Adaptable to micro-precision parts and mass batch production.
Conclusion
Laser surface modification breaks the performance limitations of traditional sintered alumina ceramics, enabling controllable wettability, improved wear resistance, enhanced biocompatibility, stronger interfacial adhesion, and tunable electrical properties.
It has become a vital process for high-end alumina components in medical, electronic, mechanical, and aerospace industries.
With advancing ultrafast laser and intelligent control technology, this modification method will support higher-precision, customized functional ceramic manufacturing in the future.




-
What are the precautions for operating a laser marking machine?
1. It is strictly prohibited to start the laser power supply and Q-switching power supply when there is no water or the water circulation is abnormal.
2. The Q power supply is not allowed to operate without load (i.e., the output terminal of the Q power supply should be left floating).
3. In case of any abnormal phenomenon, first turn off the galvanometer switch and the key switch, and then conduct a check.
4. It is not allowed to start other components before the krypton lamp is lit to prevent high voltage from entering and damaging the components.
5. Pay attention to leaving the output terminal (anode) of the laser power supply suspended to prevent sparking and breakdown with other electrical appliances.
6. Keep the internal circulating water clean. Regularly clean the water tank and replace it with clean deionized water or pure water.
-
What should we do when laser intensity decreases and the marking is not clear enough?
1. Turn off the machine and check if the laser resonant cavity has changed; Fine-tune the resonant cavity lens. Make the output light spot the best;
2. The acousto-optic crystal is offset or the output energy of the acousto-optic power supply is too low;
Adjust the position of the audio-visual crystal or increase the working current of the audio-visual power supply;
3. The laser entering the galvanometer deviates from the center: Adjust the laser;
4. If the current is adjusted to around 20A but the light sensitivity is still insufficient: the krypton lamp is aging. Replace it with a new one.
-
How to maintain a UV laser cutting machine?
1. It is required to carry out regular cleaning every day, remove debris from the countertop, limiters and guide rails, and spray lubricating oil on the guide rails
2. The waste materials in the collection box should be cleared regularly to prevent excessive waste from blocking the exhaust port.
3. Clean the chiller once every 15 days, drain all the internal water, and then fill it with fresh pure water.
4. The reflector and focusing lens should be wiped with a special cleaning solution every 6 to 8 hours.
When wiping, use a cotton swab or cotton swab dipped in the cleaning solution to wipe from the center to the edge of the focusing lens in a counterclockwise direction.
At the same time, be careful not to scratch the lens.
5. The indoor environment can affect the lifespan of the machine, especially in damp and dusty conditions.
A damp environment is prone to causing rust on the reflective lenses and also easily leading to short circuits, discharge and sparking of the velvet laser.
-
What accidents might be caused by the laser emission when using a laser cutting machine?
(1) A fire was caused by the laser coming into contact with flammable materials.
Everyone knows that the power of laser generators is very high, especially when it comes to high-power laser cutting machines, the temperature of the emitted laser is extremely high. The possibility of a fire being caused when a laser beam comes into contact with flammable objects is very high.
(2) Harmful gases may be produced when the machine is in operation.
For instance, when cutting with oxygen, it undergoes a chemical reaction with the cutting material, generating unknown chemical substances or fine particles and other impurities. After being absorbed by the human body, it may cause allergic reactions or discomfort in the lungs and other respiratory tracts. Protective measures should be taken when conducting work.
(3) Direct laser exposure to the human body can be harmful.
The damage caused by lasers to the human body mainly includes damage to the eyes and skin. Among the harms caused by lasers, the damage to the eyes is the most severe. Moreover, damage to the eyes is permanent. So when doing homework, you must pay attention to protecting your eyes.
-
What is the focused spot diameter of nanosecond, picosecond and femtosecond laser?
Nanosecond: The light spot is 0.5-1mm.
Picosecond: The focused spot is around 0.02mm.
Femtosecond: Under the action of a laser beam with a high repetition rate of 100-200KHz and a very short pulse width of 10ps,
the focused spot diameter is as small as 0.003mm.
-
What are the main applications of UV laser cutting machine?
The UV laser cutting machine can be used for cutting and depaneling PCB.
It can precisely cut and shape various types of PCB circuit boards with V-CUT and stamp holes, and open Windows and covers.
It can also be used for separating packaged circuit boards and ordinary smooth boards.
It is suitable for cutting various types of PCB substrates, such as ceramic substrates, rigid-flex boards, FR4, PCBs, FPCs, fingerprint recognition modules, cover films, composite materials, copper substrates, aluminum substrates, etc.
-
Precautions for laser cutting machines to process various metal materials?
Copper and brass:
Both materials have high reflectivity and excellent thermal conductivity.
Brass with a thickness of less than 1mm can be processed by nitrogen laser cutting.
Copper with a thickness of less than 2mm can be cut. The gas used for laser cutting processing must be oxygen.
Copper and brass can only be cut when a "reflective absorption" device is installed on the system. Otherwise, reflection will damage the optical components.
Synthetic materials:
Processable synthetic materials include: thermoplastics, thermosetting materials and artificial rubber.
Aluminum:
Despite its high reflectivity and thermal conductivity, aluminum materials with a thickness of less than 6mm can be cut, depending on the type of alloy and the capacity of the laser.
When cutting with oxygen, the cutting surface is rough and hard.
When nitrogen is used, the cutting surface is smooth.
Pure aluminum is extremely difficult to cut due to its high purity.
Only when a "reflection and absorption" device is installed on the fiber laser cutting machine system can aluminum materials be cut.
Otherwise, reflection will damage the optical components
-
What should be paid attention to when laser cutting stainless steel?
Laser cutting processing of stainless steel requires the use of oxygen, under the condition that edge oxidation is not a concern.
If nitrogen is used to achieve an edge free of oxidation and burrs, no further processing is required.
Coating an oil film on the surface of the sheet will achieve a better perforation effect without reducing the processing quality.