
News
Laser Windowing Technology: The Game-Changer for High-Tg CCL Manufacturing
In the fast-evolving electronics industry, high-temperature copper clad laminates (High-Tg CCL) have become the backbone of cutting-edge applications—from electric vehicle (EV) power modules and AI servers to advanced packaging and 5G infrastructure.
As demand for higher precision, reliability, and heat resistance grows, traditional processing methods like mechanical die-cutting and chemical etching are struggling to keep pace.
Enter laser windowing technology: a revolutionary solution that is redefining how high-Tg CCL is manufactured, setting new standards for efficiency and performance.
What Is Laser Windowing Technology?
But what exactly is laser windowing, and why is it becoming indispensable for High-Tg CCL production?
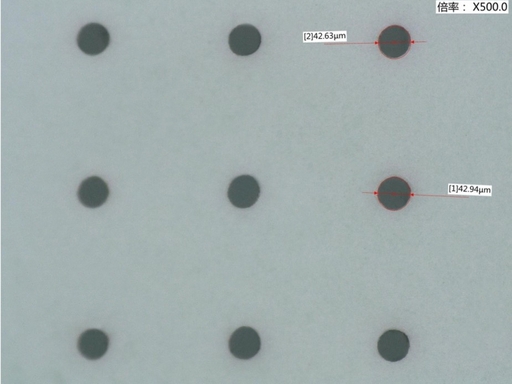
At its core, laser windowing is a non-contact, high-precision processing technique that uses high-energy laser beams to selectively ablate and remove surface materials—such as solder masks, resins, or protective films—on copper clad laminates.
By focusing the laser into a micro-scale spot (as small as ±2–5μm), the technology delivers instant heating, vaporization, and decomposition of target materials, creating clean, precise windows without damaging the underlying copper foil or substrate.
The Working Principles of Laser Windowing
The magic lies in its dual working principles: photothermal effect and photochemical effect. For high-Tg CCL materials—including high-Tg epoxy, BT resin, polyimide (PI), and cyanate ester (CE)—laser energy is absorbed by the material, triggering rapid thermal or chemical reactions that break down the material structure.
This ensures edge smoothness, no burrs, and a minimal heat-affected zone (HAZ) of less than 3μm (when using UV or ultrafast lasers), preventing delamination, carbonization, or deformation of the high-heat-resistant substrate—common pitfalls of traditional processing.
Why Laser Windowing Is Ideal for High-Tg CCL
For High-Tg CCL specifically, laser windowing addresses the unique challenges posed by these high-performance materials. U
nlike standard FR-4 laminates, High-Tg CCL (with Tg ≥170°C, and up to 260°C+ for premium grades) is rigid, chemically resistant, and requires extreme precision to maintain its structural integrity.
Laser windowing’s non-contact nature eliminates mechanical stress, avoiding damage to the copper-resin interface and ensuring the laminate can withstand 260°C+ reflow soldering—critical for EV electronics, AI hardware, and advanced packaging.
Key Applications Driving Laser Windowing Adoption
1. Electric Vehicle (EV) Electronics
In the EV sector, 800V high-voltage platforms, motor controllers, OBCs, BMS, and ADAS radars all demand High-Tg CCL with precise windowing to ensure reliability under harsh automotive conditions.
Laser windowing is the only process that can meet the ±2–5μm precision required for these components, with a yield rate of over 98%—significantly reducing rework and scrap costs.
2. AI and Data Centers
In AI and data centers, the surge in demand for high-performance servers, high-speed switches, and optical modules has pushed the need for High-Tg CCL with low loss, low CTE, and high thermal conductivity.
Laser windowing solves the challenges of processing these advanced materials, enabling ultra-fine line widths and spacing (≤50μm) that are essential for high-density interconnects (HDI) and Chiplet packaging.
Leading tech giants like NVIDIA and AMD now rely 100% on laser windowing for their high-end computing boards, underscoring its industry-wide relevance.
The Future of Laser Windowing for High-Tg CCL
The future of laser windowing for High-Tg CCL is even more promising. Technological advancements are driving the shift from thermal processing to “cold processing” with 355nm UV lasers and picosecond/femtosecond ultrafast lasers, further minimizing thermal damage and enabling sub-30μm ultra-micro windows.
Integration with AI vision and smart manufacturing is also streamlining processes, with real-time parameter optimization and automated defect detection ensuring consistent, high-quality results.
Additionally, the rise of domestic laser equipment manufacturers in regions like China is making laser windowing more accessible.
With equipment costs reduced by over 40% compared to imported alternatives, mid-sized PCB and CCL manufacturers can now adopt this technology, accelerating its mainstream adoption across the industry. As High-Tg CCL continues to gain market share—projected to reach over $7 billion globally by 2030—laser windowing will remain the key enabler of its growth.
Conclusion
In a world where electronics are becoming smaller, faster, and more heat-resistant, laser windowing technology is not just a trend—it’s a necessity.
It bridges the gap between high-performance High-Tg CCL materials and the precision required for next-generation electronics, empowering manufacturers to innovate, reduce costs, and stay ahead in a competitive market.
For businesses looking to leverage the full potential of High-Tg CCL, laser windowing is the game-changing technology that delivers on both performance and profitability.




-
What are the precautions for operating a laser marking machine?
1. It is strictly prohibited to start the laser power supply and Q-switching power supply when there is no water or the water circulation is abnormal.
2. The Q power supply is not allowed to operate without load (i.e., the output terminal of the Q power supply should be left floating).
3. In case of any abnormal phenomenon, first turn off the galvanometer switch and the key switch, and then conduct a check.
4. It is not allowed to start other components before the krypton lamp is lit to prevent high voltage from entering and damaging the components.
5. Pay attention to leaving the output terminal (anode) of the laser power supply suspended to prevent sparking and breakdown with other electrical appliances.
6. Keep the internal circulating water clean. Regularly clean the water tank and replace it with clean deionized water or pure water.
-
What should we do when laser intensity decreases and the marking is not clear enough?
1. Turn off the machine and check if the laser resonant cavity has changed; Fine-tune the resonant cavity lens. Make the output light spot the best;
2. The acousto-optic crystal is offset or the output energy of the acousto-optic power supply is too low;
Adjust the position of the audio-visual crystal or increase the working current of the audio-visual power supply;
3. The laser entering the galvanometer deviates from the center: Adjust the laser;
4. If the current is adjusted to around 20A but the light sensitivity is still insufficient: the krypton lamp is aging. Replace it with a new one.
-
How to maintain a UV laser cutting machine?
1. It is required to carry out regular cleaning every day, remove debris from the countertop, limiters and guide rails, and spray lubricating oil on the guide rails
2. The waste materials in the collection box should be cleared regularly to prevent excessive waste from blocking the exhaust port.
3. Clean the chiller once every 15 days, drain all the internal water, and then fill it with fresh pure water.
4. The reflector and focusing lens should be wiped with a special cleaning solution every 6 to 8 hours.
When wiping, use a cotton swab or cotton swab dipped in the cleaning solution to wipe from the center to the edge of the focusing lens in a counterclockwise direction.
At the same time, be careful not to scratch the lens.
5. The indoor environment can affect the lifespan of the machine, especially in damp and dusty conditions.
A damp environment is prone to causing rust on the reflective lenses and also easily leading to short circuits, discharge and sparking of the velvet laser.
-
What accidents might be caused by the laser emission when using a laser cutting machine?
(1) A fire was caused by the laser coming into contact with flammable materials.
Everyone knows that the power of laser generators is very high, especially when it comes to high-power laser cutting machines, the temperature of the emitted laser is extremely high. The possibility of a fire being caused when a laser beam comes into contact with flammable objects is very high.
(2) Harmful gases may be produced when the machine is in operation.
For instance, when cutting with oxygen, it undergoes a chemical reaction with the cutting material, generating unknown chemical substances or fine particles and other impurities. After being absorbed by the human body, it may cause allergic reactions or discomfort in the lungs and other respiratory tracts. Protective measures should be taken when conducting work.
(3) Direct laser exposure to the human body can be harmful.
The damage caused by lasers to the human body mainly includes damage to the eyes and skin. Among the harms caused by lasers, the damage to the eyes is the most severe. Moreover, damage to the eyes is permanent. So when doing homework, you must pay attention to protecting your eyes.
-
What is the focused spot diameter of nanosecond, picosecond and femtosecond laser?
Nanosecond: The light spot is 0.5-1mm.
Picosecond: The focused spot is around 0.02mm.
Femtosecond: Under the action of a laser beam with a high repetition rate of 100-200KHz and a very short pulse width of 10ps,
the focused spot diameter is as small as 0.003mm.
-
What are the main applications of UV laser cutting machine?
The UV laser cutting machine can be used for cutting and depaneling PCB.
It can precisely cut and shape various types of PCB circuit boards with V-CUT and stamp holes, and open Windows and covers.
It can also be used for separating packaged circuit boards and ordinary smooth boards.
It is suitable for cutting various types of PCB substrates, such as ceramic substrates, rigid-flex boards, FR4, PCBs, FPCs, fingerprint recognition modules, cover films, composite materials, copper substrates, aluminum substrates, etc.
-
Precautions for laser cutting machines to process various metal materials?
Copper and brass:
Both materials have high reflectivity and excellent thermal conductivity.
Brass with a thickness of less than 1mm can be processed by nitrogen laser cutting.
Copper with a thickness of less than 2mm can be cut. The gas used for laser cutting processing must be oxygen.
Copper and brass can only be cut when a "reflective absorption" device is installed on the system. Otherwise, reflection will damage the optical components.
Synthetic materials:
Processable synthetic materials include: thermoplastics, thermosetting materials and artificial rubber.
Aluminum:
Despite its high reflectivity and thermal conductivity, aluminum materials with a thickness of less than 6mm can be cut, depending on the type of alloy and the capacity of the laser.
When cutting with oxygen, the cutting surface is rough and hard.
When nitrogen is used, the cutting surface is smooth.
Pure aluminum is extremely difficult to cut due to its high purity.
Only when a "reflection and absorption" device is installed on the fiber laser cutting machine system can aluminum materials be cut.
Otherwise, reflection will damage the optical components
-
What should be paid attention to when laser cutting stainless steel?
Laser cutting processing of stainless steel requires the use of oxygen, under the condition that edge oxidation is not a concern.
If nitrogen is used to achieve an edge free of oxidation and burrs, no further processing is required.
Coating an oil film on the surface of the sheet will achieve a better perforation effect without reducing the processing quality.