
News
Laser Cutting in Battery Manufacturing: Applications, Benefits and Future Growth
Laser cutting has become a core process in the manufacturing of lithium-ion batteries, power batteries and energy storage batteries. With its high precision, non-contact processing, small heat-affected zone and flexible production capabilities, it is widely used in electrode manufacturing, cell assembly, structural parts forming and PACK integration. Driven by the rapid growth of electric vehicles and energy storage, as well as the development of solid-state batteries and composite current collectors, the application outlook of laser cutting in the battery industry continues to expand.
In electrode production, laser die cutting has largely replaced traditional mechanical die cutting for tab forming, slitting and cutting of cathode aluminum foil and anode copper foil. Laser cutting achieves extremely low burrs, no dust fallout and smooth edges, which reduces internal short-circuit risks and improves battery safety and cycle life. Meanwhile, optimized designs such as S-shaped tabs greatly improve material utilization and reduce raw material costs.
In cell assembly, lasers are used for tab trimming, pouch cell air bag cutting and electrode module refinement, ensuring stable welding quality and assembly consistency. For battery structural components such as aluminum casings, steel casings and composite covers, high-power fiber lasers enable efficient drilling, special-shape cutting and precision trimming to meet lightweight and high-strength requirements.
For next-generation battery technologies, ultrafast lasers (picosecond, femtosecond) and short-wavelength lasers (green, UV) are becoming increasingly important. They enable nearly "cold processing", making them ideal for heat-sensitive materials such as solid-state electrolyte membranes, composite current collectors and ultra-thin foils, supporting the industrialization of solid-state batteries.
Industry trends show that laser cutting equipment is developing toward higher speed, integration and intelligence. Roll-to-roll in-line cutting, vision closed-loop control, AI adaptive parameters and integrated multi-process systems are becoming mainstream for large-scale GWh-level production. With lower costs and improved performance of domestic lasers, the penetration rate of laser processes will continue to rise.
In summary, laser cutting has evolved from an optional tool to an essential equipment in battery manufacturing. Driven by EVs, energy storage and consumer electronics, it will maintain strong growth in the next five years, representing one of the most stable growth areas for laser equipment providers.




-
What are the precautions for operating a laser marking machine?
1. It is strictly prohibited to start the laser power supply and Q-switching power supply when there is no water or the water circulation is abnormal.
2. The Q power supply is not allowed to operate without load (i.e., the output terminal of the Q power supply should be left floating).
3. In case of any abnormal phenomenon, first turn off the galvanometer switch and the key switch, and then conduct a check.
4. It is not allowed to start other components before the krypton lamp is lit to prevent high voltage from entering and damaging the components.
5. Pay attention to leaving the output terminal (anode) of the laser power supply suspended to prevent sparking and breakdown with other electrical appliances.
6. Keep the internal circulating water clean. Regularly clean the water tank and replace it with clean deionized water or pure water.
-
What should we do when laser intensity decreases and the marking is not clear enough?
1. Turn off the machine and check if the laser resonant cavity has changed; Fine-tune the resonant cavity lens. Make the output light spot the best;
2. The acousto-optic crystal is offset or the output energy of the acousto-optic power supply is too low;
Adjust the position of the audio-visual crystal or increase the working current of the audio-visual power supply;
3. The laser entering the galvanometer deviates from the center: Adjust the laser;
4. If the current is adjusted to around 20A but the light sensitivity is still insufficient: the krypton lamp is aging. Replace it with a new one.
-
How to maintain a UV laser cutting machine?
1. It is required to carry out regular cleaning every day, remove debris from the countertop, limiters and guide rails, and spray lubricating oil on the guide rails
2. The waste materials in the collection box should be cleared regularly to prevent excessive waste from blocking the exhaust port.
3. Clean the chiller once every 15 days, drain all the internal water, and then fill it with fresh pure water.
4. The reflector and focusing lens should be wiped with a special cleaning solution every 6 to 8 hours.
When wiping, use a cotton swab or cotton swab dipped in the cleaning solution to wipe from the center to the edge of the focusing lens in a counterclockwise direction.
At the same time, be careful not to scratch the lens.
5. The indoor environment can affect the lifespan of the machine, especially in damp and dusty conditions.
A damp environment is prone to causing rust on the reflective lenses and also easily leading to short circuits, discharge and sparking of the velvet laser.
-
What accidents might be caused by the laser emission when using a laser cutting machine?
(1) A fire was caused by the laser coming into contact with flammable materials.
Everyone knows that the power of laser generators is very high, especially when it comes to high-power laser cutting machines, the temperature of the emitted laser is extremely high. The possibility of a fire being caused when a laser beam comes into contact with flammable objects is very high.
(2) Harmful gases may be produced when the machine is in operation.
For instance, when cutting with oxygen, it undergoes a chemical reaction with the cutting material, generating unknown chemical substances or fine particles and other impurities. After being absorbed by the human body, it may cause allergic reactions or discomfort in the lungs and other respiratory tracts. Protective measures should be taken when conducting work.
(3) Direct laser exposure to the human body can be harmful.
The damage caused by lasers to the human body mainly includes damage to the eyes and skin. Among the harms caused by lasers, the damage to the eyes is the most severe. Moreover, damage to the eyes is permanent. So when doing homework, you must pay attention to protecting your eyes.
-
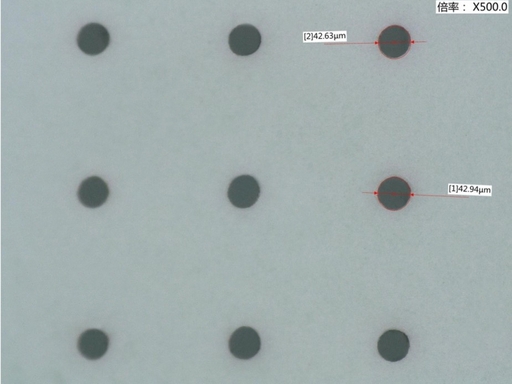
What is the focused spot diameter of nanosecond, picosecond and femtosecond laser?
Nanosecond: The light spot is 0.5-1mm.
Picosecond: The focused spot is around 0.02mm.
Femtosecond: Under the action of a laser beam with a high repetition rate of 100-200KHz and a very short pulse width of 10ps,
the focused spot diameter is as small as 0.003mm.
-
What are the main applications of UV laser cutting machine?
The UV laser cutting machine can be used for cutting and depaneling PCB.
It can precisely cut and shape various types of PCB circuit boards with V-CUT and stamp holes, and open Windows and covers.
It can also be used for separating packaged circuit boards and ordinary smooth boards.
It is suitable for cutting various types of PCB substrates, such as ceramic substrates, rigid-flex boards, FR4, PCBs, FPCs, fingerprint recognition modules, cover films, composite materials, copper substrates, aluminum substrates, etc.
-
Precautions for laser cutting machines to process various metal materials?
Copper and brass:
Both materials have high reflectivity and excellent thermal conductivity.
Brass with a thickness of less than 1mm can be processed by nitrogen laser cutting.
Copper with a thickness of less than 2mm can be cut. The gas used for laser cutting processing must be oxygen.
Copper and brass can only be cut when a "reflective absorption" device is installed on the system. Otherwise, reflection will damage the optical components.
Synthetic materials:
Processable synthetic materials include: thermoplastics, thermosetting materials and artificial rubber.
Aluminum:
Despite its high reflectivity and thermal conductivity, aluminum materials with a thickness of less than 6mm can be cut, depending on the type of alloy and the capacity of the laser.
When cutting with oxygen, the cutting surface is rough and hard.
When nitrogen is used, the cutting surface is smooth.
Pure aluminum is extremely difficult to cut due to its high purity.
Only when a "reflection and absorption" device is installed on the fiber laser cutting machine system can aluminum materials be cut.
Otherwise, reflection will damage the optical components
-
What should be paid attention to when laser cutting stainless steel?
Laser cutting processing of stainless steel requires the use of oxygen, under the condition that edge oxidation is not a concern.
If nitrogen is used to achieve an edge free of oxidation and burrs, no further processing is required.
Coating an oil film on the surface of the sheet will achieve a better perforation effect without reducing the processing quality.